Vortex Grit Removal

High Efficiency Grit Separation through constant rotation
Grit separation from wastewater helps prevent operational problems such as grit sedimentation, increased wear and blockages. The HUBER Votmax Grit removal system is designed for concrete vortex trap installation with capacities up to 4000L/s. HRSF is also a vortex trap but is a free standing stainless steel tank suitable for smaller STP’s and industrial applications.
All systems have a very high grit separation efficiency and can be supplied with an associated grit classifier. The systems are compact and space-saving and can be supplied in a concrete or stainless steel tank design.
- Highest grit separation efficiency via constant rotation and tangential feed profile
- High throughput capacity up to 4000L/s
- Worldwide proven technology with over 1000 units installed
Hydroflux Epco can package Dutch Spiral shaftless screw conveying systems designed specifically for the Huber Votmax Grit removal system. Ideally suited to municipal and industrial sludge’s, wet screenings and grit.
Find out more
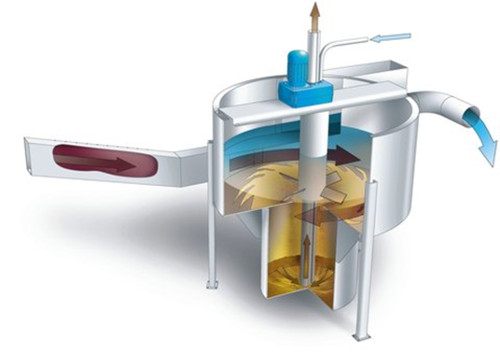
The screened wastewater enters the HUBER Vortex Grit Chamber VORMAX at the bottom of the grit chamber where a tangential rotational movement is generated due to the curved vortex chamber.

A constantly rotating stirrer helps support the wastewater circulation within the grit chamber ensuring a constant velocity of rotation within the complete grit trap system.
Due to the constant radial rotation the solids are very quickly collected within the centre of the grit chamber from where they then pass into the bottom of the grit collection tank. The grit-free wastewater then exits and flows onto the next treatment step.
Centrifugal or airlift pumps can then deliver the collected solids from the grit collection tank into a grit classifier or grit washer where the solids can then be subsequently separated and dewatered and organic particles removed.
- Compact, space-saving design
- High grit separation efficiency
- Low energy demand
- Throughput capacity up to 3000 l/s
- Low pressure loss
- Variable inlet and outlet arrangement
- Minimum wear, reduced maintenance
- Optional subsequent grit washing
Separation of the grit particles in the HUBER Circular Grit Trap HRSF is supported by the rotational motion of the wastewater.

The separation effect is generated by overlapping of the vertical downward motion and a developing centrifugal force acting on the individual grit particles. The inner tank surface serves as the separation area.
To increase the separation area, the HUBER Circular Grit Trap HRSF has an additional separation cone for a reliable maximum separation performance. For improved separation of organics from grit, the option for air intake via an aeration system is provided. Organic components are kept floating and are discharged with the water flow above the separator cone.
The separated solids are removed from the plant either directly by means of an integrated classifying screw, or pumped into a grit classifier.
The layout of the HUBER Circular Grit Trap HRSF was made on the basis of numeric design engineering and tested and verified under practical conditions in collaboration with the German test institute LGA.
The advantages of the HUBER Circular Grit Trap HRSF
- Free standing tank: No earthworks!
- Maximum separation efficiency due to additional separation area (separator cone)
- Compact footprint
- Stainless steel fabrication
- Maximum corrosion protection through acid treatment in a pickling bath
- Integrated grit classifying screw
- Optional concrete tank design
- Optional with scum separator and aeration